

產品描述:

松盛光電高分辨率紫外激光同軸視覺定位加工光學系統采用紅色光源,使用范圍有視覺定位、視覺檢測、多個工件或者特征點視覺定位和檢測;在行業內通常用于激光打標和激光精密切割。
產品圖片:
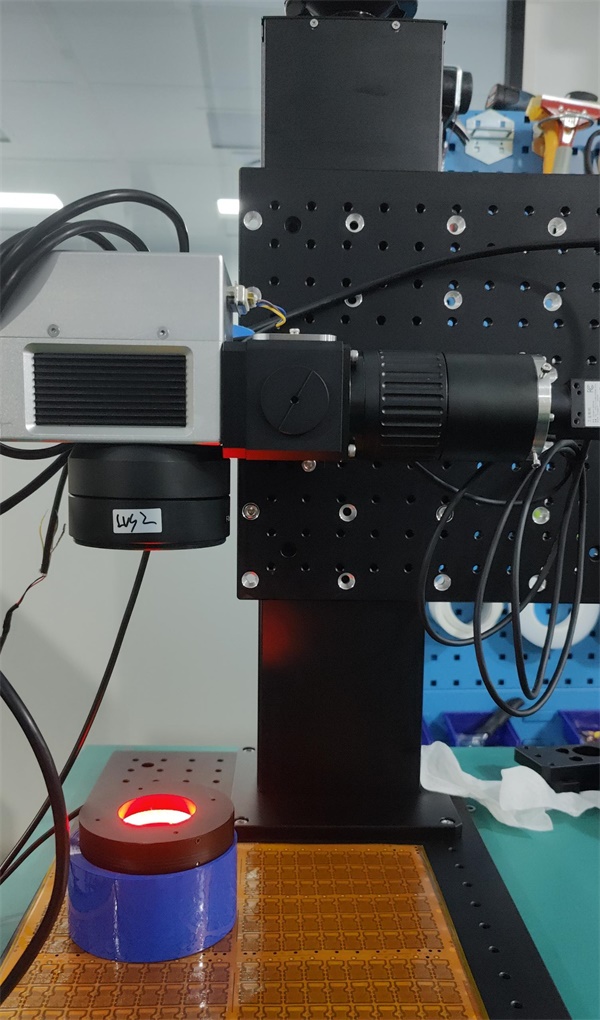
355紫外激光同軸視覺定位加工系統產品實物圖片
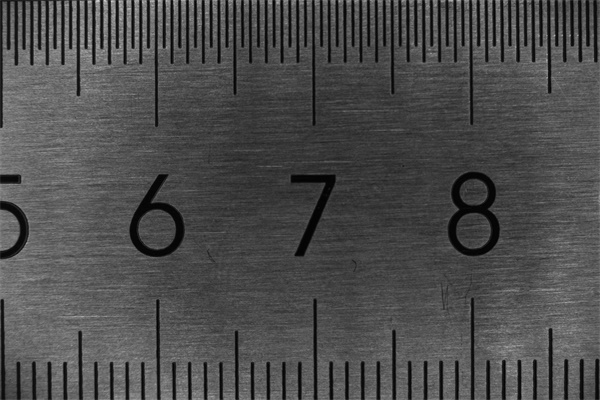
視野大小圖示
光路原理:
內部的光路參考圖如下圖所示:
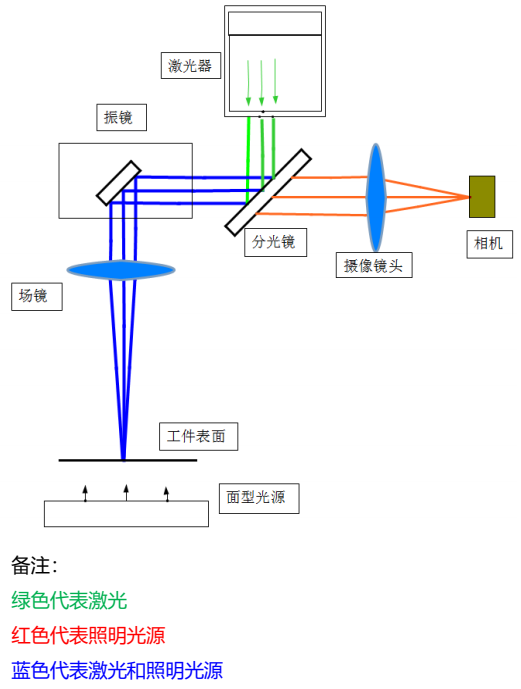
①、工件表面與相機感光面為一對共軛面;
②、攝像鏡頭是攝遠鏡頭設計;
③、激光器出射的激光依次鏡分光鏡反射至振鏡和場鏡中,并聚焦到工件表面進行激光完成激光加工;
內同軸視覺定位加工流程:
①、工件表面上的特征信息依次經過場鏡、振鏡,并透過分光鏡,經過攝像鏡頭成實像至相機上;
②、視覺軟件處理工件表面上的特征位置信息,得到并傳輸激光標刻的位置信息給到激光標刻軟件;
③、激光標刻軟件控制激光器出射激光,先經過分光鏡全反至振鏡內,再經過振鏡和場鏡,聚焦到工件表面上,在指定的位置進行激光加工。
系統調試流程:
1.安裝部件
• 安裝內同軸部件
• 將內同軸系統安裝到平臺上
• 取下振鏡和場鏡,安裝調光治具,在治具前后端均裝上調光十字叉絲
2.調試光路
• 稍微松掉固定分光鏡座的螺釘
• 旋轉偏心輪,調節分光鏡的方向,使激光從治具的中心左右位置中心出射
• 重新鎖緊分光鏡座的螺釘
3.調試同軸成像
• 重新安裝振鏡和場鏡,采用水平儀調節振鏡與工件的相對水平
• 調節Z軸的高度,使激光的焦平面在工件表面上
• 調節攝像鏡頭的調節手輪,使在工件表面上成像清晰
• 調節振鏡的水平,使的整個視野內的圖像清晰度堆成分布
• 微調振鏡水平,保證激光的打標均勻性
4.整機調試
• 調試整機的激光標刻幅面
• 采用激光標刻一個“十”字,旋轉相機的方向,使相機的X軸和Y軸與“十”字橫軸和豎軸分布平行
• 矯正視野畸變
• 視覺軟件處理
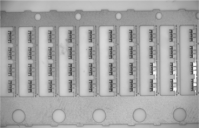
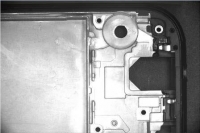
應用測試:
項目的視覺成像效果測試驗證,包括打光方式以及定位精度的評估測試,內同軸系統配置及光源配置選型
| 實際圖片 | 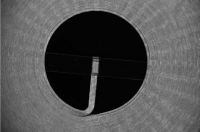 |
 |
 |
 |
 |
 |
| 建議配置 |
F75攝像鏡頭/F210場鏡/ 1英寸相機/高角度環形紅光源 |
F63攝像鏡頭/F160場鏡/ 1英寸相機/低角度環形紅光源 |
F75攝像鏡頭/F100場鏡/ (2/3英寸相機)/高角度環形紅光源 |
F63攝像鏡頭/F170場鏡/ 1英寸相機/背光紅光源 |
F63攝像鏡頭/F170場鏡/ 1英寸相機/環形紅光源 |
F63攝像鏡頭/F160場鏡/ 1英寸相機/高角度環形紅光源 |
| 測試結果 |
視野:37.5mm×24.5mm 參考精度:0.013mm |
視野:32.5mm×21.5mm 參考精度:0.012mm |
視野:11mm×8.5mm 參考精度:0.007mm |
視野:39mm×25mm 參考精度:0.014mm |
視野:39mm×25mm 定位打標后,可讀取二維碼 |
視野:32.5mm×21.5mm 參考精度:0.018mm |
振鏡內同軸與外同軸對比說明:
| 內同軸 | 外同軸 | |
| 光路對比 | 1、激光和照明光源在振鏡前同軸 | 1、激光和照明光源在場鏡后偽同軸 |
| 2、系統工作距離與場鏡工作距完全保持一致 | 2、系統的工作距是場鏡工作距的一部分 | |
| 3、激光加工范圍與場鏡完全保持一致 | 3、激光加工范圍與場鏡后的斜反鏡有關 | |
| 4、光路的定型及密封設計簡單 | 4、光路的定型及密封設計困難 | |
| 精度對比 | 1、消除振鏡溫漂對加工精度的影響 | 1、振鏡溫漂對加工精度產生影響 |
| 2、最大可兼容1英寸,像素大小最小為2.4um的CCD(最大2000萬) | 2、一般最大兼容2/3英寸CCD,像素大小最小為2.2um(最大1300萬) | |
| 3、重復定位精度一般為2.5倍系統像素大小 | 3、重復定位精度一般為2.5倍系統像素大小 | |
| 成像質量對比 | 整個視野范圍內亮度均勻性一致性好 | 1、整個視野范圍內亮度均勻性一致性好 |
| 2、分光鏡的厚度對成像質量產生直接影響 | ||
| 視野對比 | 1、視野大小與系統內的場鏡、攝像鏡頭、CCD尺寸有關,現有視野最大可以做到55*37mm | 1、視野大小與鏡頭當前倍率和CCD尺寸有關 |
| 2、可以通過振鏡掃描實現相機視野的切換,多個工件或者特征點可以快速完成找尋 | 2、視野范圍以及視野的位置基本固定不動,多個特征點可能需要多個相機或者更大視野完成找尋 | |
| 光源對比 | 采用紅色光源,包括背光、環形光源等 | 可以根據CCD鏡頭參數,選擇合適的光源顏色 |
| 使用范圍對比 | 視覺定位、視覺檢測、多個工件或者特征點視覺定位和檢測等 | 視覺定位、視覺檢測等 |
手機/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網安備42018502002217號
鄂公網安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統,光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調節焊接頭,方形光斑焊接頭,塑料焊接等激光產品的生產銷售及提供激光錫焊塑料焊應用解決方案。


