

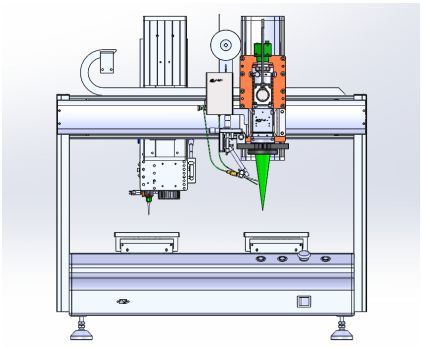
產(chǎn)品實(shí)物圖片:

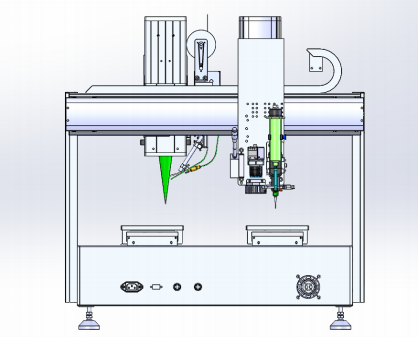
產(chǎn)品模型圖片:
軟件功能介紹:
使用固高八軸控制卡控制平臺,將 Y1、Y2 作為兩個工位,在兩個工位上放置產(chǎn)品進(jìn)行加工,在 X1 軸上安裝焊接頭、送絲機(jī)構(gòu)(可選),在 X2 軸上安裝點(diǎn)錫頭、定位相機(jī)、測高傳感器(可選)。
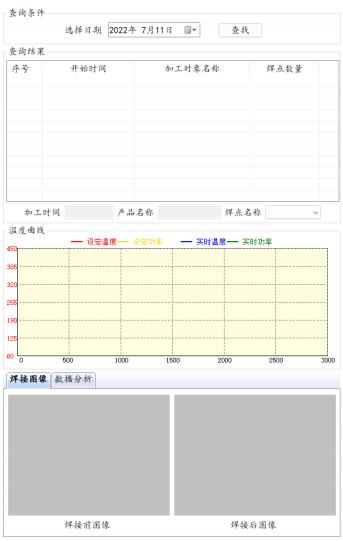
IO 信號:開始工作、停止工作、急停、復(fù)位、啟動對應(yīng)工位、安全光幕、開激光、點(diǎn)錫膏、三色指示燈、蜂鳴器等(可按需求添加)。加工程序自由編輯,焊接前后圖像、焊接溫度曲線等參數(shù)可保存追溯并進(jìn)行數(shù)據(jù)分析。
軟件運(yùn)行流程
使用雙工位點(diǎn)錫膏送絲通用焊接系統(tǒng),可在加工過程中 Y1、Y2 同時放置產(chǎn)品,同時觸發(fā)加工指令,可先后進(jìn)行視覺定位-點(diǎn)錫膏-焊接。
具體流程如下:
先進(jìn)行工位一(即 Y1)的工作流程,工位二進(jìn)入等待位置等待進(jìn)入工作流程。Y1 首先運(yùn)動到 X2 軸工作區(qū)域進(jìn)行定位-測高-點(diǎn)錫膏動作,完成后運(yùn)動到 X1 軸工作區(qū)域進(jìn)行焊接動作,焊接完成運(yùn)動到下料位置,更換產(chǎn)品后觸發(fā)工位一加工指令即運(yùn)動到等待位置等待進(jìn)入工作流程,如果相應(yīng)動作軸處于空閑狀態(tài)即可立即進(jìn)行工作流程。
X2 軸完成工位一(Y1)的定位-測高-點(diǎn)錫膏動作后,立即移動到工位二(Y2)工作位置,同時 Y2 從等待位置移動到加工位置進(jìn)行定位-測高-點(diǎn)錫膏動作,完成后運(yùn)動到 X1 軸焊接位置進(jìn)行焊接,焊接完成運(yùn)動到下料位置,更換產(chǎn)品后觸發(fā)工位二的加工指令即運(yùn)動到等待位置等待進(jìn)入工作流程,如果相應(yīng)動作軸處于空閑狀態(tài)即可立即進(jìn)行工作流程。如工位一處于等待位置,X1 軸立即移動到工位一(Y1)加工位置進(jìn)行加工。
產(chǎn)品價格:
| 序號 | 規(guī)格類型 | 產(chǎn)品名稱 | 典型參數(shù) | 售價 |
| 1 | 整機(jī)設(shè)備集成 | 雙X雙Y 設(shè)備 | 正面雙工位單點(diǎn)膠或雙點(diǎn)膠,背面激光雙工位焊接系統(tǒng) | ¥30w-50w浮動 |
手機(jī)/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網(wǎng)安備42018502002217號
鄂公網(wǎng)安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統(tǒng),光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調(diào)節(jié)焊接頭,方形光斑焊接頭,塑料焊接等激光產(chǎn)品的生產(chǎn)銷售及提供激光錫焊塑料焊應(yīng)用解決方案。


