
激光錫焊作為一種新型的焊接技術(shù),具有諸多優(yōu)勢(shì),例如高的深寬比、最小熱輸入、高致密性、強(qiáng)固焊縫、精確控制以及非接觸式的大氣焊接過程。這些特性使得激光錫焊在某些特定應(yīng)用領(lǐng)域中能夠替代傳統(tǒng)的焊接方式。如下圖所示:

激光錫絲/錫膏/錫球焊可替代的其他焊接工藝圖示
首先,激光錫焊可以替代接觸式的焊接方式,如滾輪壓焊接、烙鐵焊、熱風(fēng)焊接以及電磁感應(yīng)焊接等。在光伏電池組件的生產(chǎn)中,激光錫焊由于其優(yōu)異的溫控快速響應(yīng)性能和高精度的視覺定位性能,使得焊接后的電池串產(chǎn)品質(zhì)量穩(wěn)定可靠,焊接效率高,因此逐漸取代了這些傳統(tǒng)的接觸式焊接方式。
其次,在3C電子行業(yè),激光錫焊也可替代一些傳統(tǒng)的焊接方法。例如,對(duì)于攝像頭模組、VCM模組、觸點(diǎn)支架、磁頭等精密微小元器件的焊接,激光錫焊的精確性和非接觸性使其成為一個(gè)理想的選擇。此外,激光錫膏焊和激光焊錫絲等技術(shù)也廣泛應(yīng)用于無線耳機(jī)、振動(dòng)馬達(dá)、倒車?yán)走_(dá)、屏蔽罩等產(chǎn)品的焊接,這些也是傳統(tǒng)焊接方式可能涉及的領(lǐng)域。

激光錫絲/錫膏/錫球焊接樣件成品圖示
總的來說,激光錫焊由于其獨(dú)特的優(yōu)勢(shì),能夠在多個(gè)領(lǐng)域替代傳統(tǒng)的焊接方式,特別是在需要高精度、高效率、低熱影響的焊接應(yīng)用中。然而,需要注意的是,不同的焊接方式有其各自的特點(diǎn)和適用場(chǎng)景,選擇何種焊接方式還需要根據(jù)具體的工藝要求和產(chǎn)品特性進(jìn)行考慮。
松盛光電作為已經(jīng)在激光錫焊領(lǐng)域深耕20余年的企業(yè),深知激光在工業(yè)生產(chǎn)及加工方面的廣泛應(yīng)用及不可取代的優(yōu)勢(shì),激光焊接中的激光軟釬焊是以激光為熱源,實(shí)現(xiàn)釬料和母材連接的焊接技術(shù)。釬焊部位吸收激光并轉(zhuǎn)化為熱能,加熱部位溫度急劇上升到釬焊溫度,并導(dǎo)致釬料融化,潤濕,鋪展,激光照射停止后,釬焊部位迅速冷卻,釬料凝固,從而形成牢固可靠的焊點(diǎn)。其過程分為兩步:首先對(duì)激光軟釬焊錫膏進(jìn)行預(yù)熱,在錫膏預(yù)熱的同時(shí),焊點(diǎn)也會(huì)被預(yù)熱,然后高溫把錫膏融化成錫液,讓錫液完全潤濕焊盤,最終形成焊接。使用激軟釬焊對(duì)錫膏焊接,具有能量密度大,熱傳遞效率高,實(shí)現(xiàn)局部的加熱熔化焊接,為非接觸式焊接,可以減少機(jī)械結(jié)構(gòu)對(duì)電池片的損傷。主要應(yīng)用在汽車電子、半導(dǎo)體、3C電子等行業(yè)。
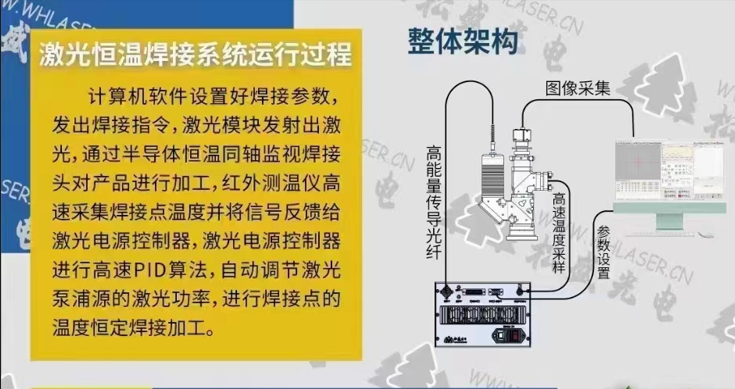
松盛光電激光恒溫錫焊系統(tǒng)圖示
松盛光電激光錫焊系統(tǒng)由多軸伺服模組,實(shí)時(shí)溫度反饋系統(tǒng),CCD同軸定位系統(tǒng)以及半導(dǎo)體激光器所構(gòu)成;松盛光電通過多年焊接工藝摸索,自主開發(fā)的智能型軟釬焊軟件,支持導(dǎo)入多種格式文件。獨(dú)創(chuàng)PID在線溫度調(diào)節(jié)反饋系統(tǒng),能有效的控制恒溫焊接,確保焊接良品率與精密度。本產(chǎn)品適用面廣,可應(yīng)用于在線生產(chǎn),也可獨(dú)立式加工。擁有以下特點(diǎn)優(yōu)勢(shì):
1.采用非接觸式焊接,無機(jī)械應(yīng)力損傷,熱效應(yīng)影響較小。
2.多軸智能工作平臺(tái)(可選配),可應(yīng)接各種復(fù)雜精密焊接工藝。
3.同軸CCD攝像定位及加工監(jiān)視系統(tǒng),可清晰呈現(xiàn)焊點(diǎn)并及時(shí)校正對(duì)位,保證加工精度和自動(dòng)化生產(chǎn)。
4.獨(dú)創(chuàng)的溫度反饋系統(tǒng),可直接控制焊點(diǎn)的溫度,并能實(shí)時(shí)呈現(xiàn)焊接溫度曲線,保證焊接的良率。
5.激光,CCD,測(cè)溫,指示光四點(diǎn)同軸,完美的解決了行業(yè)內(nèi)多光路重合難題并避免復(fù)雜調(diào)試。
6.保證優(yōu)良率99%的情況下,焊接的焊點(diǎn)直徑最小達(dá)0.2mm,單個(gè)焊點(diǎn)的焊接時(shí)間更短。
7.X軸、Y軸、Z軸適應(yīng)更多器件的焊接,應(yīng)用更廣泛。
手機(jī)/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號(hào)  鄂公網(wǎng)安備42018502002217號(hào)
鄂公網(wǎng)安備42018502002217號(hào)
武漢松盛光電專注于振鏡同軸視覺光路系統(tǒng),光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調(diào)節(jié)焊接頭,方形光斑焊接頭,塑料焊接等激光產(chǎn)品的生產(chǎn)銷售及提供激光錫焊塑料焊應(yīng)用解決方案。


