
在解析上述的要點之前,我們先簡單的過一遍激光錫絲焊的原理,一般來說通過三個階段:預熱--焊接--冷卻。
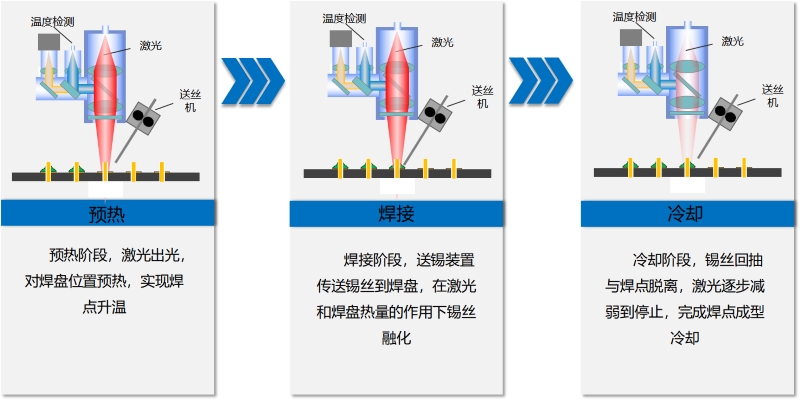
激光錫絲焊的原理流程圖示
預熱:預熱階段,激光出光對焊盤位置預熱,實現焊點升溫
焊接:焊接階段,送錫裝置傳送錫絲到焊盤,在激光和焊盤熱量的作用下錫絲
冷卻:冷卻階段,錫絲回抽與焊點脫離,激光逐步減弱到停止,完成焊點成型冷卻
在3C5G消費電子行業內激光送錫絲焊接的客戶群體居多,很大部分原因在于激光送絲焊的適用范圍廣,可兼容不同規格尺寸的焊盤,成本相對于激光錫膏焊和激光錫球焊會低一些。這里就不得不提一提它們三者各自的優勢。

激光錫絲、錫膏、錫球焊接的優勢對比
激光錫球焊接:非接觸焊接,無助焊劑,錫量一致性好,焊接效率高,適合高精度焊接
激光錫絲焊接:非接觸焊接,無烙鐵頭損耗,適合小空間等烙鐵易干涉器件焊接
激光錫膏焊接:非接觸焊接,適合小焊點,易氧化材質,激光穿透通孔燒傷器件等特殊應用焊接
激光錫焊適合材料
當然,激光錫焊也不是萬能的,也有些材料無法焊接,如下圖所示:
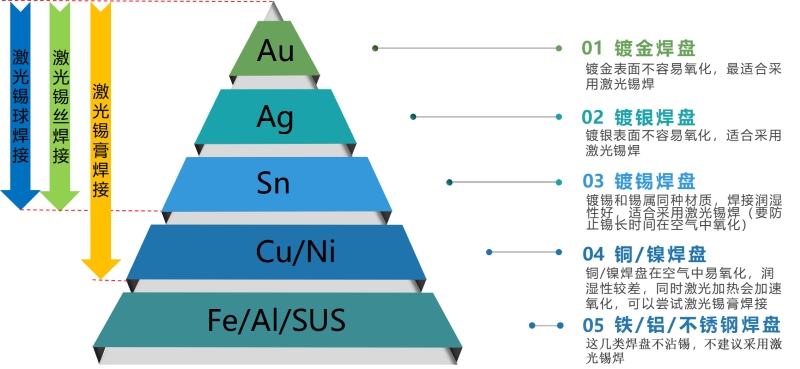
激光錫焊適合材料圖示
其中鍍金,鍍銀,鍍錫焊盤最適合激光錫焊,上述提到的三個錫焊工藝都適用,而銅/鎳焊盤在空氣中易氧化。潤濕性較差,同時激光加熱會加速氧化,可以嘗試用激光錫膏焊接工藝。最后提到的鐵/鋁/不銹鋼焊盤因為不沾錫,故不建議使用激光錫焊。
激光錫焊適合結構
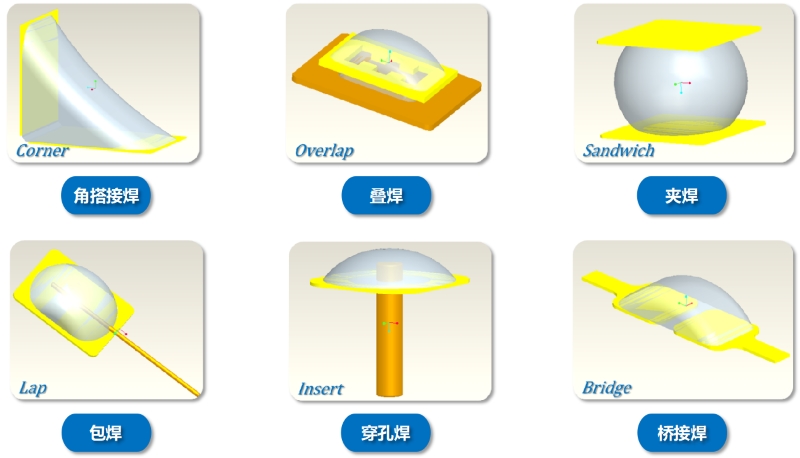
激光錫焊適合結構圖示
激光錫焊常見的結構一般有以下六種(如圖),分別為角搭接焊Corner、疊焊Overlap、夾焊Sandwich、包焊Lap、穿孔焊Insert和橋接焊Bridge。
激光錫焊設計建議
日常錫焊工藝在打樣過程中會接觸到各式各樣的產品,對于特殊的樣件匯總了以下四個建議:
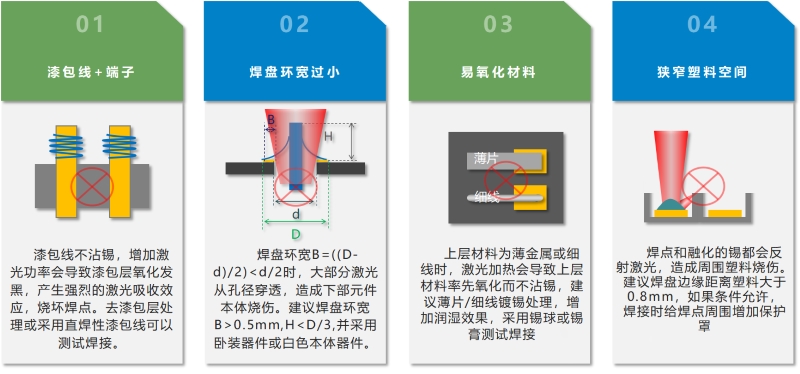
激光錫焊設計建議圖示
一、漆包線+端子
建議:漆包線不沾錫,增加激光功率會導致漆包層氧化發黑,產生強烈的激光吸收效應,燒壞焊點。去漆包層處理或采用直焊性漆包線可以測試焊接。
二、焊盤環寬過小
建議:焊盤環寬B=((D-d)/2)<d/2時,大部分激光從孔徑穿透,造成下部元件本體燒傷。建議焊盤環寬B>0.5mm.H<D/3,并采用臥裝器件或白色本體器件。
三、易氧化材料
建議:上層材料為薄金屬或細線時,激光加熱會導致上層材料率先氧化而不沾錫,建議薄片/細線鍍錫處理,增加潤濕效果,采用錫球或錫膏測試焊接。
四、狹窄塑料空間
建議:焊點和融化的錫都會反射激光,造成周圍塑料燒傷。建議焊盤邊緣距離塑料大于0.8mm,如果條件允許,焊接時給焊點周圍增加保護罩。
總結
松盛光電作為已經在激光錫焊領域深耕20余年的企業,深知激光在工業生產及加工方面的廣泛應用及不可取代的優勢。自主研發了恒溫激光精密焊錫系統,此款恒溫激光精密焊錫系統通過采用多項創新設計和集成技術使之具有卓越的性能和高可靠性。
從技術角度來看,該設備采用最穩定的半導體激光作為能量源,保證了激光能量的高穩定性;通過最新的光學技術,把激光、CCD、測溫、指示光四點同軸,完美的解決了焊點、引導光、成像點、焊點四點重合問題避免復雜的調試,從而更適合高度精密的微電子的精準焊接。獨有的特征定位方式,更加保證了精密微電子的量產焊接良率。更能配合大型生產線上的加工。
手機/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網安備42018502002217號
鄂公網安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統,光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調節焊接頭,方形光斑焊接頭,塑料焊接等激光產品的生產銷售及提供激光錫焊塑料焊應用解決方案。


