
激光錫焊的合適溫度范圍是100-400℃。互聯(lián)網(wǎng)上眾多資料表明,激光錫焊系統(tǒng)能夠?qū)崿F(xiàn)焊點(diǎn)溫度的恒定控制,并且可以直接輸入設(shè)定溫度,同時(shí)具備實(shí)時(shí)溫度反饋系統(tǒng),以確保焊接過(guò)程中的溫度穩(wěn)定性和精確度。此外,這些系統(tǒng)的溫度誤差控制在±5℃以內(nèi),響應(yīng)速度為20μs,能夠有效地監(jiān)控和調(diào)整焊接溫度,從而保證焊接質(zhì)量和效率。因此,根據(jù)松盛光電工程師多年的樣件測(cè)試經(jīng)驗(yàn)可確定激光錫焊的最佳溫度范圍為100-400℃。
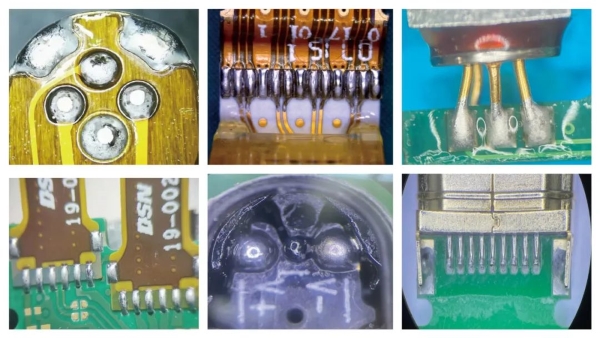
激光錫焊焊接樣件圖示
激光錫焊的最佳溫度范圍是多少,以確保焊接質(zhì)量和效率?
激光錫焊的最佳溫度范圍主要集中在100℃到400℃之間。激光錫焊過(guò)程中,焊點(diǎn)溫度可以連續(xù)調(diào)節(jié)在100-400℃范圍內(nèi),并且具有精確控溫功能,誤差控制在±5℃以內(nèi)。此外,送錫過(guò)程中的激光溫度應(yīng)高于預(yù)熱溫度,例如從370℃開(kāi)始。
綜合考慮,為了確保焊接質(zhì)量和效率,激光錫焊的最佳溫度范圍應(yīng)設(shè)置在100℃到400℃之間。
激光錫焊過(guò)程中,不同溫度對(duì)焊接材料的影響有哪些?
材料熱物性變化:隨著溫度的升高,焊接材料的熱擴(kuò)展系數(shù)、熔點(diǎn)和凝固速度等熱物性會(huì)發(fā)生變化。這些變化直接影響焊接質(zhì)量,如焊縫的形成和結(jié)構(gòu)穩(wěn)定性。
助焊劑流動(dòng)性:溫度的升高會(huì)增加助焊劑的流動(dòng)性。在適宜的溫度下,助焊劑能夠更好地與焊錫混合,從而提高焊接強(qiáng)度和可靠性。但如果溫度過(guò)高,可能導(dǎo)致助焊劑分解或揮發(fā),影響焊接效果。
激光吸收率:材料的電阻系數(shù)和表面狀態(tài)(如光潔度)會(huì)影響其對(duì)激光的吸收率,而這些參數(shù)又會(huì)隨溫度變化而變化。因此,通過(guò)控制激光功率和焊接時(shí)間,可以精確控制材料的加熱速度和深度,從而優(yōu)化焊接過(guò)程。
預(yù)熱和持續(xù)加溫階段:在激光錫焊過(guò)程中,首先進(jìn)行預(yù)熱以達(dá)到預(yù)設(shè)溫度,然后持續(xù)加溫以完成焊接。這一過(guò)程中的溫度控制對(duì)于確保焊接質(zhì)量至關(guān)重要。不恰當(dāng)?shù)臏囟瓤刂瓶赡軐?dǎo)致焊接缺陷,如氣孔、裂紋或不均勻的焊縫。
溫度反饋系統(tǒng):現(xiàn)代激光錫焊系統(tǒng)通常配備有溫度反饋系統(tǒng),這可以實(shí)時(shí)監(jiān)測(cè)焊接區(qū)域的溫度,并根據(jù)設(shè)定的程序自動(dòng)調(diào)整激光功率,以保持焊接過(guò)程中的溫度穩(wěn)定。這有助于減少因溫度波動(dòng)引起的焊接缺陷。
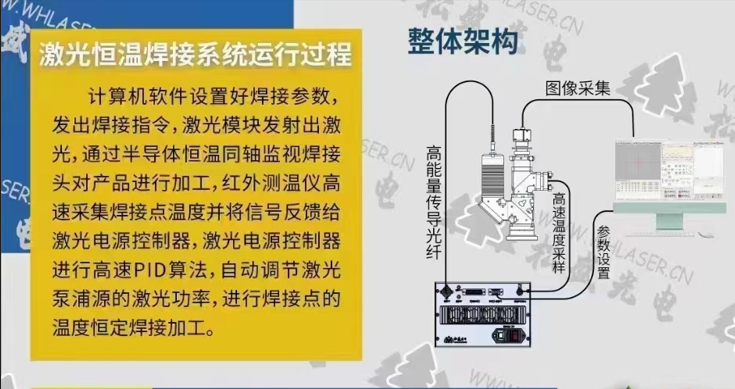
激光恒溫錫焊系統(tǒng)運(yùn)行流程
松盛光電實(shí)時(shí)溫度反饋系統(tǒng)是如何工作的?
實(shí)時(shí)溫度反饋系統(tǒng):這個(gè)系統(tǒng)能夠?qū)崟r(shí)監(jiān)測(cè)焊接過(guò)程中的溫度變化,并根據(jù)設(shè)定的溫度參數(shù)自動(dòng)調(diào)整激光輸出功率,以保持焊接區(qū)域的恒定溫度。這一系統(tǒng)通常采用PID(比例-積分-微分)控制算法來(lái)優(yōu)化溫度控制,確保焊接質(zhì)量。
CCD同軸定位系統(tǒng):這一系統(tǒng)利用高分辨率的CCD攝像頭來(lái)精確定位焊接位置,確保激光能夠準(zhǔn)確地聚焦于預(yù)定的焊點(diǎn),從而提高焊接的精度和良品率。
恒溫半導(dǎo)體激光器:這種激光器提供穩(wěn)定且高效的熱源,是實(shí)現(xiàn)精確溫度控制的關(guān)鍵。它可以快速加熱并冷卻,適用于高速焊接操作。
智能型軟釬焊軟件:這套軟件支持多種文件格式,可以與其他系統(tǒng)集成,實(shí)現(xiàn)數(shù)據(jù)交換和處理。此外,它還能實(shí)時(shí)顯示焊接狀態(tài)和溫度信息,幫助操作者更好地控制焊接過(guò)程。
溫度調(diào)節(jié)反饋系統(tǒng):這是一個(gè)獨(dú)創(chuàng)的系統(tǒng),能夠在線調(diào)節(jié)溫度,確保焊接過(guò)程中溫度的穩(wěn)定性,從而提高產(chǎn)品的質(zhì)量和生產(chǎn)效率。

激光加工功率閉環(huán)反饋系統(tǒng)與恒溫半導(dǎo)體激光器圖示
在激光錫焊中,如何有效控制溫度誤差以提高焊接精度?
實(shí)時(shí)溫度監(jiān)控與反饋:使用紅外檢測(cè)方式實(shí)時(shí)監(jiān)測(cè)激光對(duì)加工件的熱輻射,通過(guò)閉環(huán)控制系統(tǒng)調(diào)整激光功率和其他參數(shù),以保持焊接區(qū)域的溫度穩(wěn)定。這種方法可以通過(guò)PID控制器實(shí)現(xiàn)自動(dòng)調(diào)節(jié)功能。
高級(jí)光學(xué)系統(tǒng)與軟件集成:利用高級(jí)光學(xué)系統(tǒng)(如多軸伺服運(yùn)動(dòng)系統(tǒng)、半導(dǎo)體激光器及其控制系統(tǒng))和先進(jìn)的軟件來(lái)實(shí)時(shí)監(jiān)控和調(diào)整焊接過(guò)程中的溫度。這些系統(tǒng)通常包括集成的溫度反饋、定位和指示光等功能,以確保焊接質(zhì)量。
開(kāi)環(huán)和閉環(huán)混合控制策略:在預(yù)熱階段采用基于模型的開(kāi)環(huán)控制方法來(lái)達(dá)到目標(biāo)溫度,然后在焊接過(guò)程中轉(zhuǎn)為閉環(huán)控制,以適應(yīng)實(shí)際的焊接條件和環(huán)境變化。這有助于減少由于環(huán)境因素引起的溫度波動(dòng)。
溫度控制模塊與軟件設(shè)置:許多現(xiàn)代激光焊接設(shè)備配備了溫度控制模塊,這些模塊可以設(shè)置特定的溫度值并自動(dòng)感應(yīng)實(shí)際溫度,以避免因溫度不可控而導(dǎo)致的焊接失敗。
高精度溫度控制系統(tǒng):選擇具有高精度溫度控制能力的系統(tǒng),如誤差控制在±5℃以內(nèi),響應(yīng)速度達(dá)到20μs的系統(tǒng),可以顯著提高焊接精度和效率。
總之,激光錫焊過(guò)程中溫度的控制是確保焊接質(zhì)量的關(guān)鍵因素。
手機(jī)/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號(hào)  鄂公網(wǎng)安備42018502002217號(hào)
鄂公網(wǎng)安備42018502002217號(hào)
武漢松盛光電專注于振鏡同軸視覺(jué)光路系統(tǒng),光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調(diào)節(jié)焊接頭,方形光斑焊接頭,塑料焊接等激光產(chǎn)品的生產(chǎn)銷(xiāo)售及提供激光錫焊塑料焊應(yīng)用解決方案。


