
在激光錫焊中,送絲機構卡絲是一個常見的問題,它會嚴重影響生產效率和產品質量。松盛光電總結出幾種解決方案:

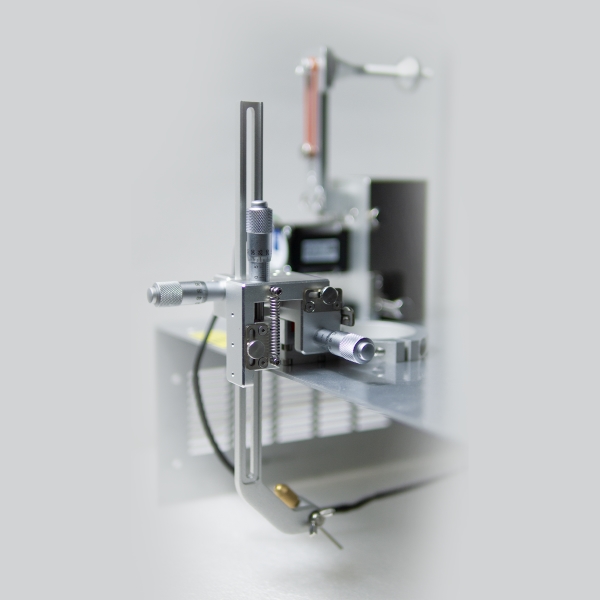
松盛光電多軸送絲導絲機構+焊接頭安裝圖示
檢查錫絲質量:確保使用的錫絲沒有彎曲、扭曲或表面損傷,這些問題可能導致送絲時出現卡絲現象。
清潔送絲機:定期清洗送絲機內部及導軌的污垢、灰塵等,以保持送絲機的通暢。
調整送絲機構:正確調節送絲機構的張力,確保送絲輪選對,并且與焊絲直徑匹配。
潤滑關鍵部件:對于送絲機構中的關鍵部件進行適當的潤滑,可以減少摩擦,從而避免卡絲。
檢查驅動系統:確保送絲機構的電機轉速穩定,沒有損壞。如果電機有問題,需要更換。
定期維護和技術支持:定期進行設備的維護和檢查,同時聯系廠家技術支持獲取專業指導。
解決送絲速度過快或過近的問題:如果送絲速度太快或送錫針離焊頭太近,可能會導致焊錫絲因時間和熱量不足而無法熔化,容易造成卡死。
通過上述措施,可以有效地解決激光錫焊中送絲機構卡絲的問題,從而保證生產效率和產品質量。
激光錫焊中送絲機構卡絲的幾點原因:
松盛光電送絲導絲機構細節圖示
錫絲導向位置不當:如果錫絲在送絲過程中沒有正確定位,可能會導致卡絲現象。這通常是由于調整了錫絲導向位置或調整了送錫管的固定位置。
送絲壓力過大:適當的送絲壓力對于防止錫絲打滑或壓扁至關重要。如果壓力過大,可能會導致錫絲在送絲過程中出現問題。
錫絲質量問題:使用的錫絲如果彎曲、扭曲或表面損壞,也可能導致卡絲現象。
機械執行部分故障:如果機械執行部分(如送絲機構)存在故障,如磨損、配件老化等,這些都可能導致卡絲現象。
總線通訊部分故障:如果總線通訊部分(如示教器顯示部分)存在故障,也可能導致卡絲現象。
解決這些問題的方法包括但不限于:
調整錫絲導向位置:確保錫絲在正確的導向位置上運行。
調整送絲壓力:確保送絲壓力適中,避免因壓力過大而導致的打滑或壓扁現象。
分析并采取預防措施:通過分析故障原因和采取相應的解決方案來提高生產效率和產品質量。
激光錫焊中送絲機構卡絲的具體原因可能涉及到錫絲導向位置、送絲壓力、錫絲質量以及相關的機械執行部分和總線通訊部分的故障。
針對激光錫焊送絲機構卡絲問題的廠家解決方案:

松盛光電桌面式恒溫焊接系統圖示
選擇合適的送絲管長度:由于送絲管越長,阻力會越大,因此建議使用較短的送絲管。例如,對于0.8mm的焊絲,可以選擇3m的送絲管,以減少阻力并提高送絲效率。
檢查送絲機構:定期檢查送絲機構的各個部件,確保所有部件都處于良好的工作狀態。這包括檢查送絲力距是否正常,以及其他可能影響送絲性能的因素。
調整送絲速度:在啟動送絲機構傳動部分后,應檢查送絲速度是否均勻,并根據需要進行調整,以確保焊接過程中的穩定性和效率。
軟管長度的考慮:對于推絲式送絲方式,由于軟管長度的增加會降低送絲的穩定度,因此在選擇軟管時應考慮其長度,以適應不同的焊接需求和條件。
松盛光電推出了第三代激光恒溫錫焊系統:包含了976直接半導體激光器,紅外在線式測溫儀,恒溫單聚焦焊接頭,自動送絲導絲機構,單聚焦環行照明光源,恒溫激光錫焊軟件。該類模組可預先在焊接軟件中設置多段溫度區間,焊接時激光閉環溫控系統對焊點進行實時測溫,當焊點溫度達到設置溫度上限時,自動調整激光功率下降,防止焊點溫度過高而產生熱傷害。
如果嘗試這些方法后仍存在問題,建議聯系設備供應商或專業維修人員進行進一步的診斷和維修,以免對設備造成更嚴重的損壞。
手機/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網安備42018502002217號
鄂公網安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統,光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調節焊接頭,方形光斑焊接頭,塑料焊接等激光產品的生產銷售及提供激光錫焊塑料焊應用解決方案。


